 |
зЩбЏШШЯпЃК13905285398
|
ВњЦЗжааФ Products
center
PPЙмВФМЗГіСНжжГЩаЭЙ§ГЬ ЗЂВМЪБМфЃК2021/1/13 11:36:09 РДдД:http://www.slfrpp.com/ зїепЃКеђНЪаЩёСњЕчЦїЙмМўгаЯоЙЋЫО
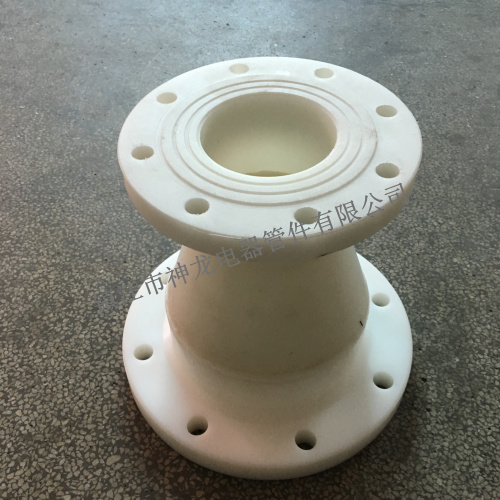
еЊвЊЃКPPЙмВФМЗГіГЩаЭЙ§ГЬжаЕФПижЦВЮЪ§гаГЩаЭЮТЖШЁЂМЗГіЛњЙЄзїбЙСІЁЂТнИЫзЊЫйЁЂМЗГіЫйЖШЁЂРЫйЁЂМгСЯЫйЖШЁЂРфШДЖЈаЭЕШЁЃ
PPЙмВФМЗГіГЩаЭЙ§ГЬжаЕФПижЦВЮЪ§гаГЩаЭЮТЖШЁЂМЗГіЛњЙЄзїбЙСІЁЂТнИЫзЊЫйЁЂМЗГіЫйЖШЁЂРЫйЁЂМгСЯЫйЖШЁЂРфШДЖЈаЭЕШЁЃ
вЛЁЂPPЙмВФецПеГЩаЭ
PPЙмВФЕФецПеЖЈаЭжївЊПижЦСНИіВЮЪ§ЃКецПеЖШКЭРфШДЫйЖШЁЃвЛАуЧщПіЯТЃЌдкТњзуЙмЕРЭтЙлжЪСПЕФЧАЬсЯТЃЌецПеЖШгІОЁСПЕЭЃЌвдБуЙмЕРФкгІСІНЯаЁЃЌВњЦЗжќДцЪББфаЮНЯаЁЁЃ
ЖўЁЂPPЙмВФРфШДГЩаЭ
PPЙмВФМЗбЙГЩаЭЖдРфШДЫЎЮТЕФвЊЧѓвЛАуНЯЕЭЃЌвЛАудк20ЖШвдЯТЃЌЩњВњPPЙмВФЪБЃЌЧАЖЮЮТЖШПЩТдИпЃЌКѓЖЮЮТЖШПЩЕЭЃЌДгЖјаЮГЩЮТЖШЬнЖШЁЃЕїећРфШДЫЎЕФСїЖЏЫйЖШвВКмживЊЁЃСїЖЏЙ§ЖШЃЌЙмзгБэУцДжВкЃЌВњЩњАпЕуАМЯнЁЃСїЖЏЫйЖШЬЋаЁЃЌШнвздкPPЙмВФЕФБэУцВњЩњССАпЃЌШчЗжВМВЛОљЃЌЙмБкКёЖШВЛОљЃЌЛђЭждВЁЃНЋРфШДЫЎЛЗАВзАдкРфШДЫЎЬзЧАУцЃЌРћгУИУРфШДЫЎЛЗНЋДгПкФЃМЗГіЕФЙмВФдкНјШыРфШДЫЎЬзжЎЧАНјааГѕВНРфШДЃЛНЋРфШДЫЎЬзАВзАдкРфШДЫЎЯфФкЃЌЪЙЙмВФНјШыРфШДЫЎЬзКѓЃЌЭЈЙ§ИУРфШДЫЎЯфПижЦЫЎЮТдк28-40ЁцжЎМфЃЌДгЖјЪЕЯжЙмВФдйРфШДЁЃ
 ЩЯвЛЦЊЮвУЧЫЭЩЯЕФЮФеТЪЧPPЙмЕРдСЯЕФГЄЦкОВвКбЙЧПЖШЮЊСЫИќМгШЋУцЕФНщЩм frppЙмЁЂppЙмЁЂppЙмЕФИїЯюадФмЁЂЙцИёЁЂВЮЪ§ЕШЕШЃЌЮвУЧНЋГжајЗЂВМзюаТжЊЪЖЃЌАяжњДѓМвСЫНтИќЖрЕФаХЯЂЁЃ pvdfЙмЧђЗЇЪЙгУжавзГіЯжЕФЙЪеЯдкЯТвЛЦЊМЬајзіЯъЯИНщЩмЃЌШчашСЫНтИќЖрЃЌЧыГжајЙизЂЁЃ БОЮФгЩPPЙмВФМЗГіСНжжГЩаЭЙ§ГЬЩњВњГЇМвеђНЪаЩёСњЕчЦїЙмМўгаЯоЙЋЫОгк2021/1/13 11:36:09ећРэЗЂВМЁЃ зЊдиЧызЂУїГіДІЃКhttp://www.slfrpp.com/news/4904.htmlЁЃ ЯТвЛЦЊЃКpvdfЙмЧђЗЇЪЙгУжавзГіЯжЕФЙЪеЯ ЯрЙиаТЮХ
|





